(0) What is “vacuum forming”?
Vacuum forming is a method of processing sheets made of thermoplastic resin, a material that softens and becomes pliable when heated to an appropriate temperature and hardens when cooled. In this process, a vacuum is created by removing air through minute holes in the mold, and the heated and softened sheet is shaped by this vacuum pressure. The shape is retained as the material cools, resulting in a formed product.
Typical products made using vacuum forming can be broadly categorized as follows.
- Food containers
- Industrial trays
- Blister packs
(1) What’s the difference between “vacuum forming machines” and “vacuum pressure forming machines”?
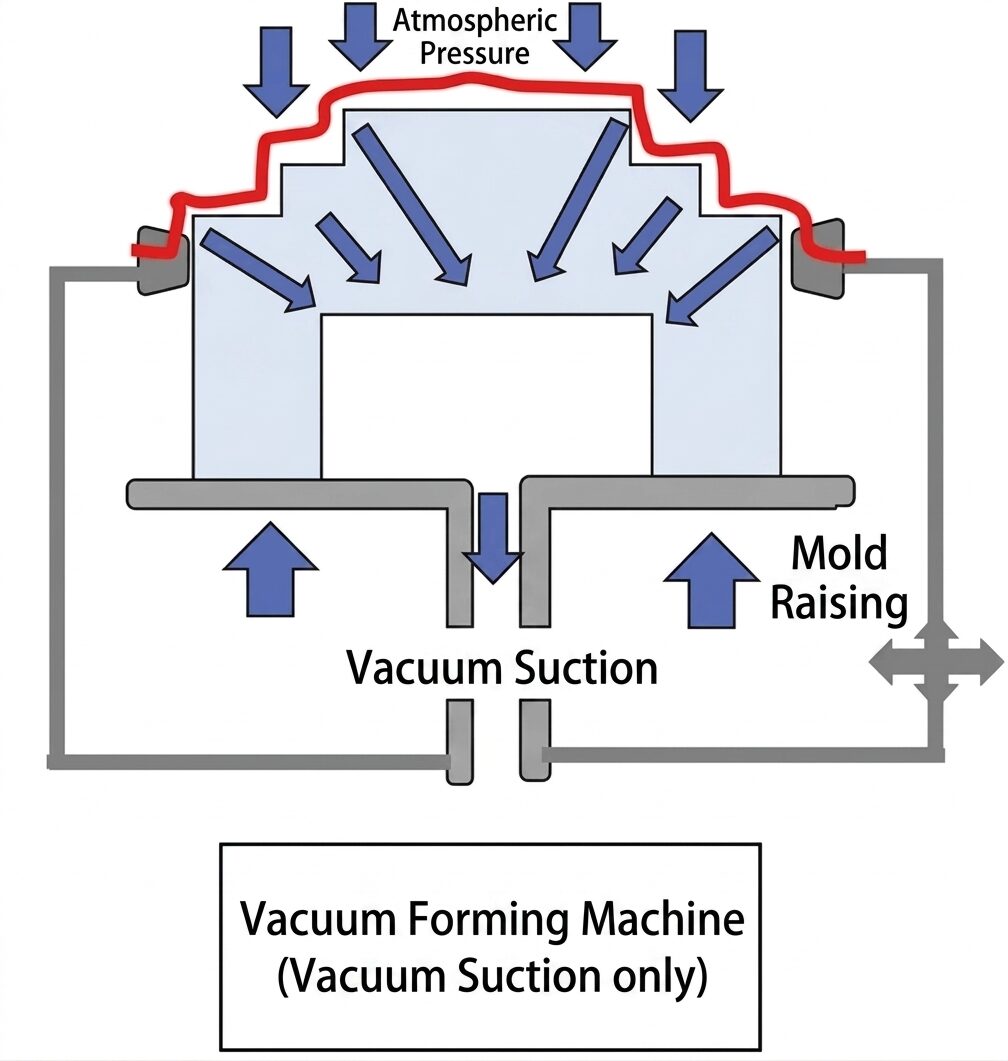
① Characteristics of Vacuum Forming
This is the most basic forming method. First, the thermoplastic resin sheet is fixed in place using a clamp frame and softened by heating. The mold is then raised, and the air around the sheet and within the mold is evacuated to form the shape. However, because vacuum forming stretches the sheet using only vacuum force, it cannot apply pressure greater than atmospheric pressure.
Vacuum forming has the following characteristics.
- Forming is simple, since there are few adjustable forming conditions.
- The precision of external dimensions is high, since the outer surface of the formed products comes into contact with the mold.
- Careful mold management is required for formed products where surface quality is important, since scratches on the mold or extremely small particles of dust can appear on the product surface.
- Deep drawing cannot be performed. The limit is approximately 1/2 of the opening width of the formed product.
- Thickness variation is significant, with bottom corners in particular tending to become thin.
- Separation from the mold is straightforward, since the formed products shrink away from the mold as they cool.
- Stretching occurs relatively evenly in a biaxial manner, and since little directional orientation is imparted to the formed product, its strength is relatively high.
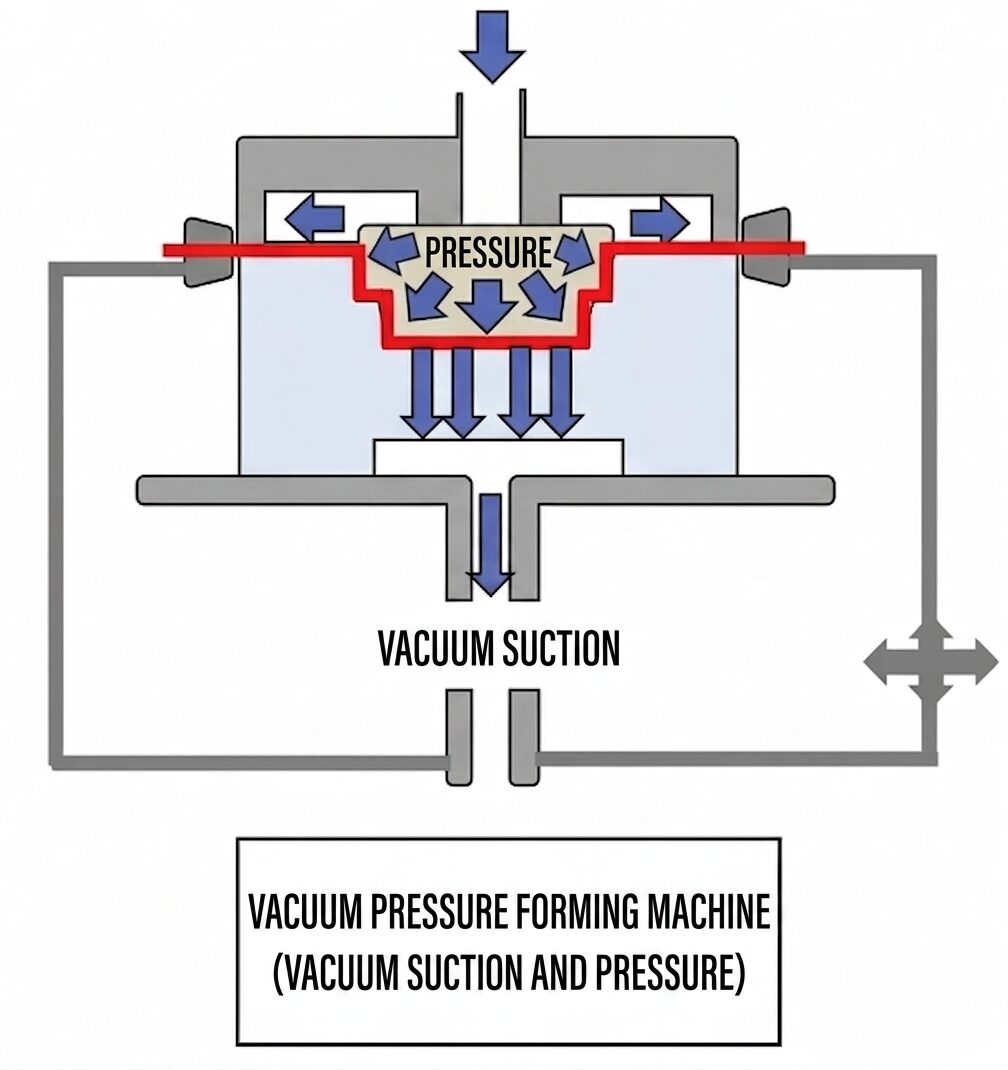
② Characteristics of Vacuum Pressure Forming
Vacuum pressure forming is a method that uses a paired setup consisting of a vacuum box on the lower mold and a pressure box on the upper mold. In addition to vacuum suction, air pressure is applied from the upper box onto the sheet, enabling the production of high-precision formed products.
Vacuum pressure forming has the following characteristics.
- Products can be easily formed at low temperatures with sharp definition, faithfully reproducing the mold shape regardless of concave or convex features.
- The forming cycle is short and productivity is high, since forming is performed by applying air pressure between the mold and the sheet simultaneously with vacuum.
- Thickness variation is relatively small, as pressure forming applies uniform pressure, making more consistent forming easier to achieve.
- In multi-cavity forming, pressure remains constant, resulting in little variation between products and making it easier to achieve higher strength.
- Vacuum pressure is typically about 1 kg/cm², while pressure forming generally applies 1–5 kg/cm². Applied pressure can be increased to some extent if needed.
- A drawback is that the upper and lower molds form a sealed set, which increases lead time and cost. In addition, a robust drive system capable of withstanding the internal pressure is required, resulting in higher manufacturing costs.
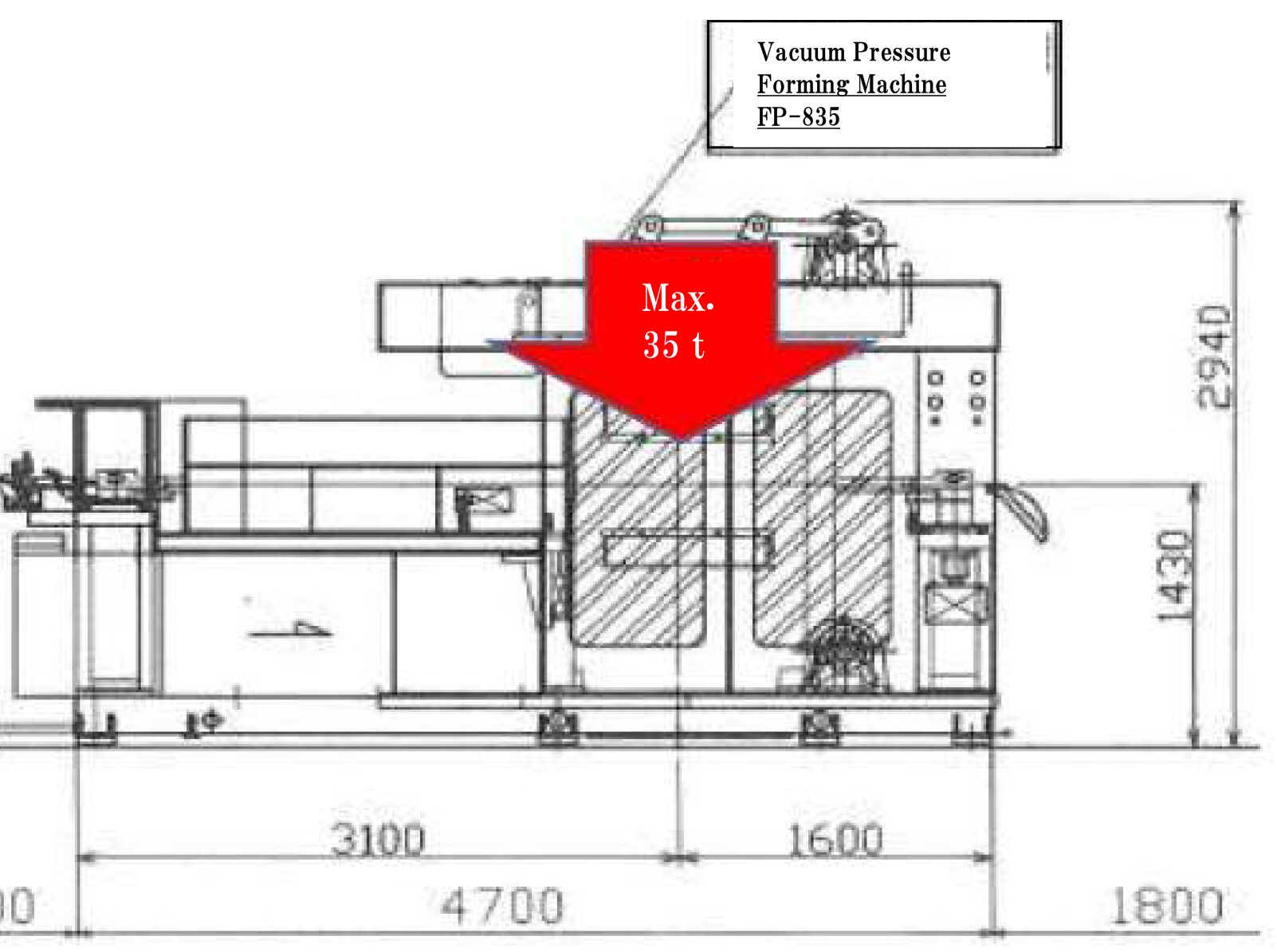
(2) What is “forming pressure”?
As the name implies, forming pressure refers to the pressure that can be applied during forming.
For example, our FP-835 machine is capable of applying a force of 35 t over a forming width of 800mm. If the forming dimensions are 800mm (width)×900mm (length), the forming area is 7,200cm2, so 35t/7,200cm2=4.86kg/cm2.
This means that FP-835 is capable of applying a pressure of 4.86kg/cm2 when used at the maximum forming area (with forming dimensions of 800mm×900mm). Considering the previously mentioned range of 1–5 kg/cm² for pressure forming, this indicates that vacuum pressure forming can be performed sufficiently.
Now, let’s consider the opposite case: using FP-835 at its minimum forming area of 500mm (width)×700mm (length). The forming area is 3,500cm2, so 35 t/3,500cm2=10.0kg/cm2. In theory, this means that a pressure of 10.0kg/cm2 can be applied.
However, despite the name “vacuum pressure”, it is generally understood that the precision of formed products does not change significantly once the pressure exceeds 3.0kg/cm2 (whether 4.0kg/cm2 or 5.0kg/cm2). Therefore, while it may seem logical that higher forming pressure results in higher precision of formed products, in practice, vacuum pressure forming functions sufficiently as long as an adequate level of pressure can be applied.
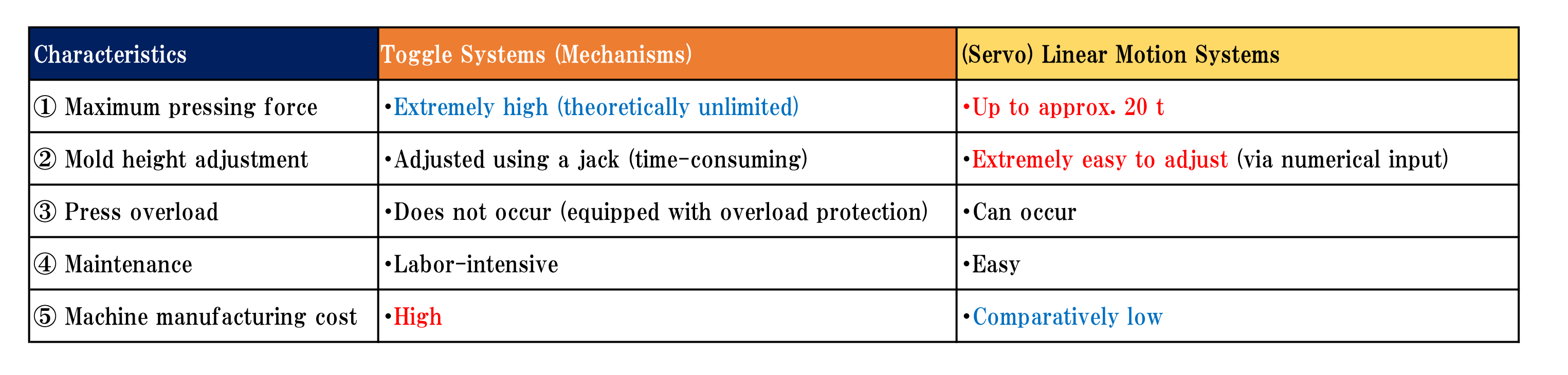
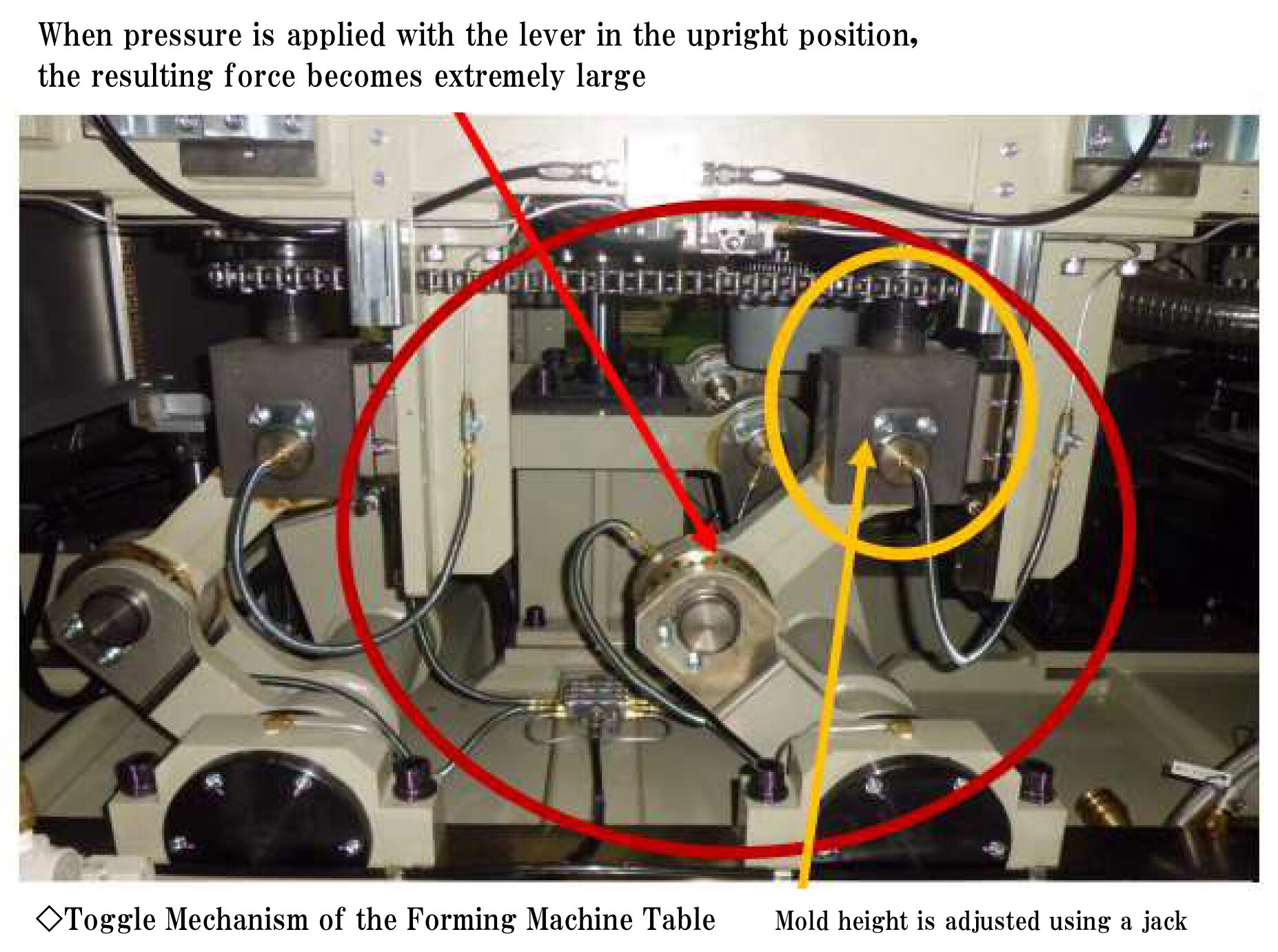
(3) What’s the difference between a “toggle system” and a “(servo) linear motion system”?
① Characteristics of Toggle Systems (Mechanisms)
A “toggle mechanism” is a type of linkage consisting of two links and a slider, and is one of the fundamental machine elements. A key characteristic of toggle mechanisms is their force-multiplying capability.
In other words, toggle mechanisms allow extremely large outputs from small inputs. For this reason, they are widely used in printing machines, press machines, and other machines and tools that require strong pressure.
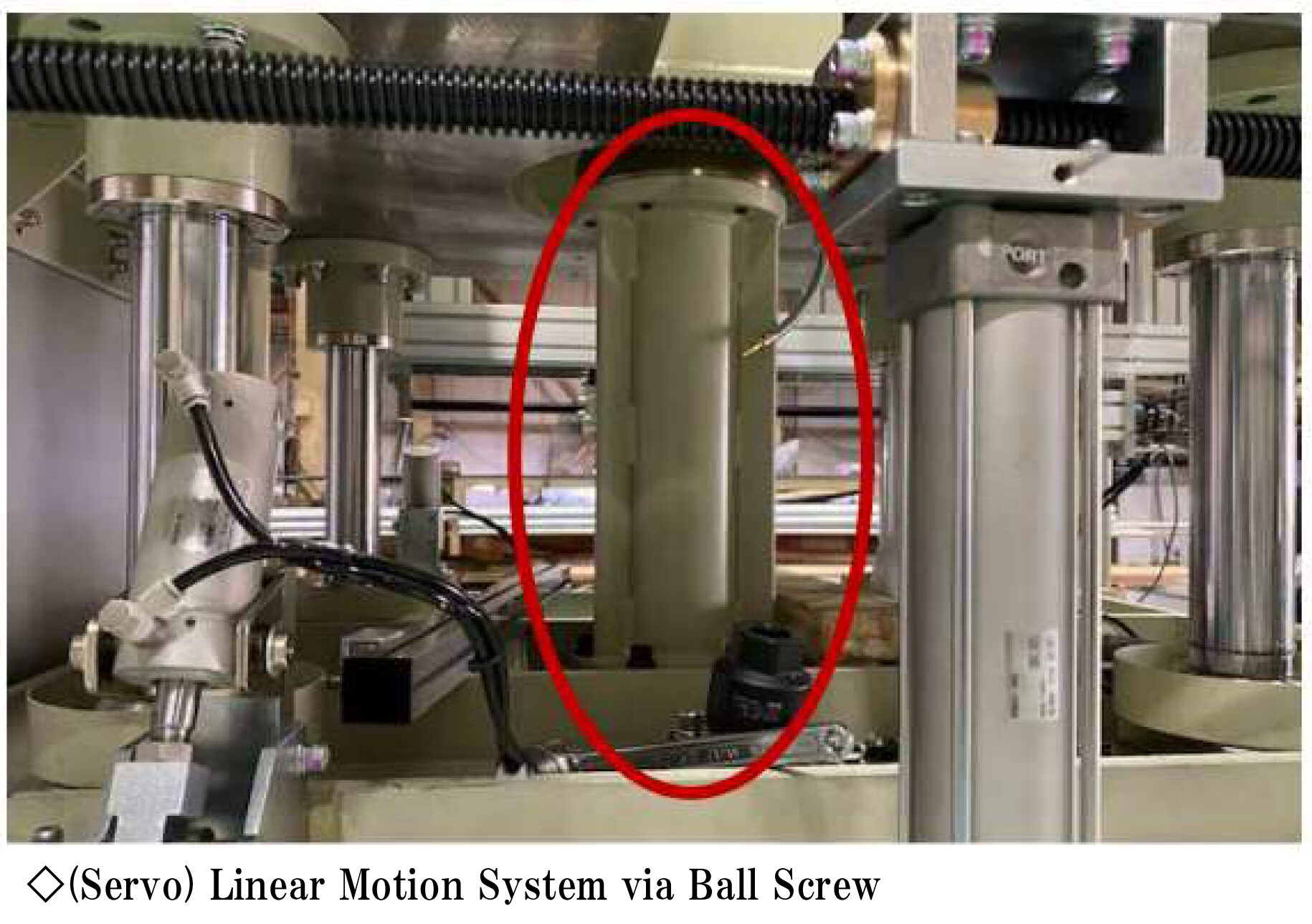
② Characteristics of (Servo) Linear Motion Systems
A “(servo) linear motion system” is, as the name indicates, a system in which the force of a servomotor is transmitted directly via a ball screw. While (servo) linear motion systems do not produce as large an output as toggle mechanisms, they are easy to control and relatively low in cost.
Essentially, (servo) linear motion systems can accurately transmit the output of a servomotor through electrical control. In addition, compared with toggle systems, they are lower in cost, and their mechanical structure can be kept relatively simple, which makes it possible to reduce the overall cost of the machine.
Summary of Differences between Toggle Systems and (Servo) Linear Motion Systems