(0)「真空成形」とは?
真空成形(型)とは熱可塑性樹脂(適度な温度に加熱すると軟化して可塑性をもち、冷却すると固化する樹脂)のシートを加工する一つの方法で加熱軟化したシートを真空の圧力(型の微細な穴から空気を抜き真空にします)で変形させたまま冷却して成形品をつくる方法のことです。
真空成形で創られる製品として代表的なものとしては、
- 食品容器
- 工業用トレイ
- ブリスター容器
などに大別されます。
(1)「真空成形機」と「真空圧空成形機」は何が違うの?
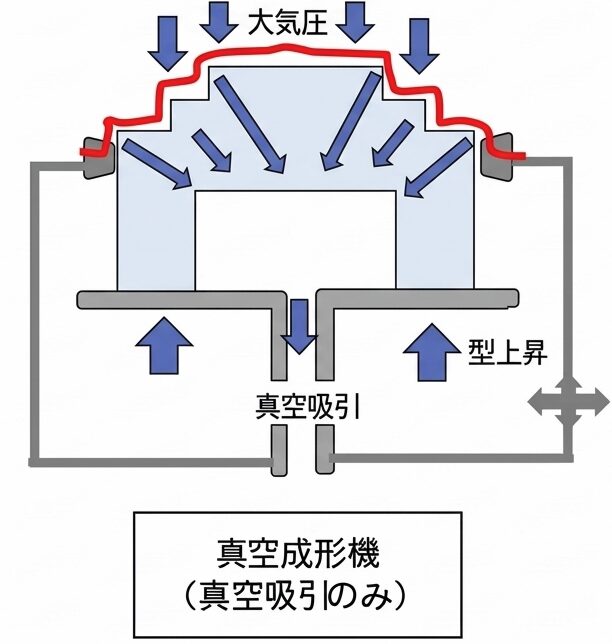
①「真空成形」の特徴
最も基本的な成形方法です。まず熱可塑性樹脂のシートをクランプ枠で固定して加熱軟化させ、つぎに金型を上昇させてシートと金型内の空気を排出し成形します。但し、真空の力だけでシートを引き伸ばす真空成形は、大気圧以上の圧力はかけることができません。
以下のような特徴があります。
- 成形条件の調整要素が少なく単純なため成形が容易である。
- 成形品の外面が型に接するため外形寸法の精度が高い。
- 型の傷やごくわずかなゴミも外面に現れるため外面を重視する成形品の場合は型管理を注意しなければならない。
- 深絞りが出来ない。成形品の間口に対して1/2程度が限度である。
- 偏肉が多く、特に底のコーナー部が薄くなる。
- 冷却に伴い成形品が型から離れる方向に収縮するため、離形が容易である。
- 伸張する方向が二軸方向へ比較的バランス良く伸ばされ、方向性が成形品に付かないため強度が比較的に強い。
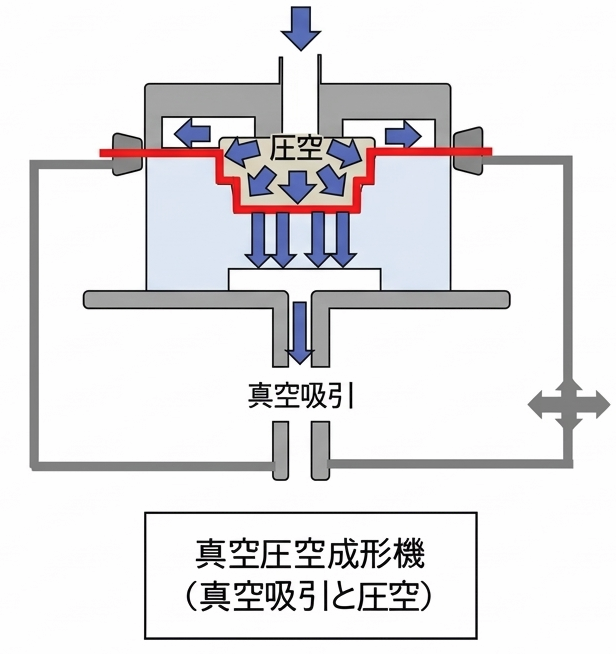
②「真空圧空成形」の特徴
真空のBOXが下型と加圧BOXの上型がセットであり、吸着だけではなくさらにシートの上型BOXから空気を加圧させることによって精密度の高い成形品ができる仕様が真空圧空成形方式です。
以下のような特徴があります。
- 金型の形状通りに、凹凸関係なくシャープに低温で容易に成形ができる。
- 金型とシートの間を真空と同時に空気圧力を加えて成形をすることから成形タイマーが短くて生産性が高い。
- 成形品の偏肉は加圧成形によって圧力が一定のため、比較的均等に成形がしやすい。
- 多数個取りの場合、圧力が一定しているので成形品にバラ付きが少なく強度をだしやすい。
- 真空は一般的に1㎠あたり約1㎏が目安で、圧空成形は一般的に「1㎠あたり1~5㎏で加圧」はかけようと思えばある程度任意に強くすることが可能である。
- デメリットは金型が下型と上型がセットで密封式であるために納期と費用がかかると共に、作用する内圧を受けるだけの強固な駆動系が必要になること(つまり、製造コストもUPする)。
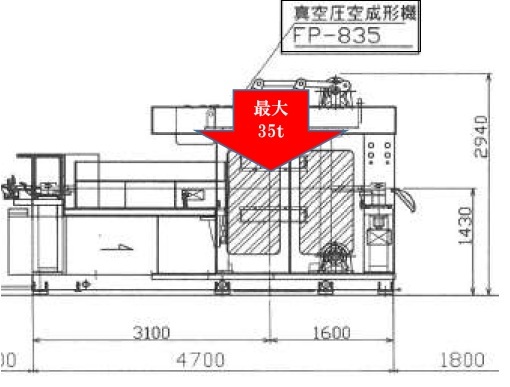
(2)「成形圧力」とは?
文字通り、「成形を行う際にかけることのできる圧力」です。
例えば『FP-835』は”巾800の成形面積で、35tの力をかけることができる”機種ですが、成形寸法が「800mm(巾)×900mm(長さ)」だった場合、成形面積は7,200㎠になるわけですから、35t/7,200㎠=4.86Kg/㎠となります。
つまり、『FP-835』は(成形寸法が「800mm(巾)×900mm(長さ)」だった場合)”最大成形面積で利用した場合、1㎠あたり4.86Kgの圧力をかけることが出来る機種”であるということです。これは上記の「1㎠あたり1~5㎏で加圧」で考えると、十分、真空圧空で成形が可能ということが出来ます。
また、逆に『FP-835』の”最小成形面積”である「500mm(巾)×700mm(長さ)」の場合はどうでしょうか?成形面積は3,500㎠となるわけですから、35t/3,500㎠=10.0Kg/㎠となり、(理論上は)1㎠あたり10.0Kgの圧力をかけることが出来ることになります。
とは言え、「真空圧空」という呼称であっても、1㎠あたり3.0Kg以上の圧力であれば(それが4.0Kgであろうと5.0Kgであろうと)成形品の精度はほとんど変わらないと言われています。ですので、理屈では「成形圧力が大きいほど精度の高い成形ができる」と考えられますが、実際には、相応の圧力をかけることが出来れば真空圧空として充分機能するということが出来ます。
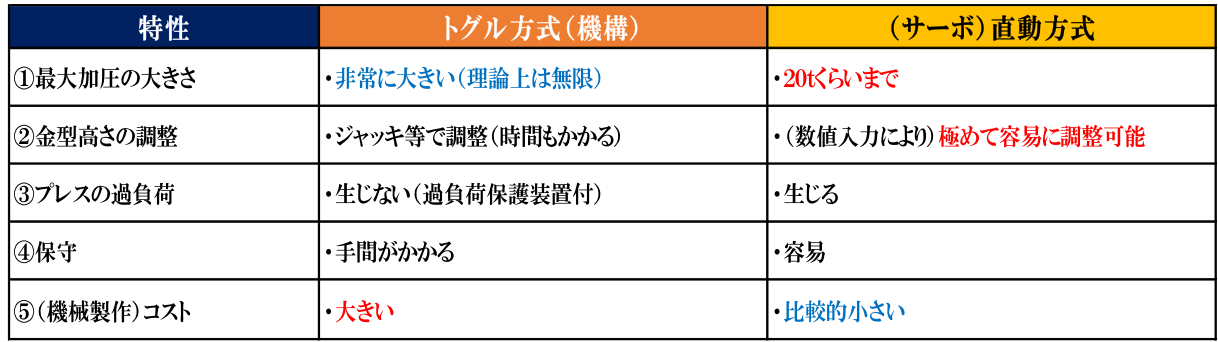
(3)「トグル方式」と「(サーボ)直動方式」の違いは?
①「トグル方式(機構)」の特徴
「トグル機構」は二つのリンクと一つのスライダーから構成されるリンク機構の一種であり、機械要素のひとつです。「トグル機構」は倍力機構である点が特徴です。
つまり、「トグル機構」は、小さな入力でも非常に大きな出力が得られるため、印刷機やプレス機など、強い圧力を必要とする機械や工具に広く用いられています。

②「(サーボ)直動方式」の特徴
「(サーボ)直動方式」はその名の通り、サーボモーターの力をボールねじを用いて直接伝える方式です。
「(サーボ)直動方式」は(トグル機構ほどの出力は出ないが)制御が効き易く、コスト的に(比較的)安価であるという特徴があります。
つまり、「(サーボ)直動方式」は、サーボモーターの出力を電気制御で正確に伝えることができ、また「トグル方式」と比較してコストも低く、機械構造的にも簡便に抑えることができるため、機械全体のコストも下げることが可能です。

「トグル方式」と「(サーボ)直動方式」の違い まとめ